
Effet Voronoi sur fichier 3D
Intro:
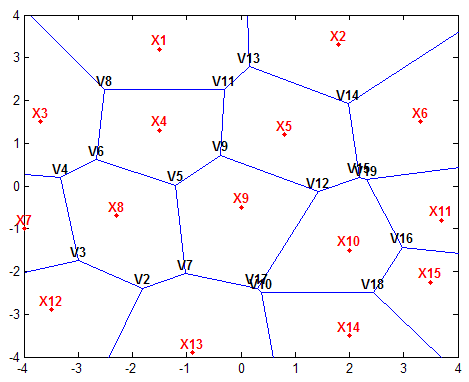
Cet effet de style doit son nom au mathématicien russe Georgi Fedoseevich Voronoï concepteur du diagramme Voronoi qui est un découpage du plan en cellules à partir d’un ensemble « discret » de points (fig.1). Nous retiendrons dans ce tutoriel un effet « artistique » plutôt qu’un l’intérêt mathématique.
fig.1
Méthode:
.Il existe 2 méthodes bien connues qui permettent de réaliser cet effet à partir de logiciel gratuit. Le logiciel MeshLab dispose d’un filtre Voronoi cependant cette méthode est assez fastidieuse et nécessite l’utilisation d’autres filtres ainsi qu’un logiciel tiers comme Blender pour finaliser le travail. La seconde méthode, beaucoup plus simple, réside dans l’utilisation de Meshmixer.
Meshmixer est un logiciel gratuit développé par Autodesk disponible en téléchargement ici.
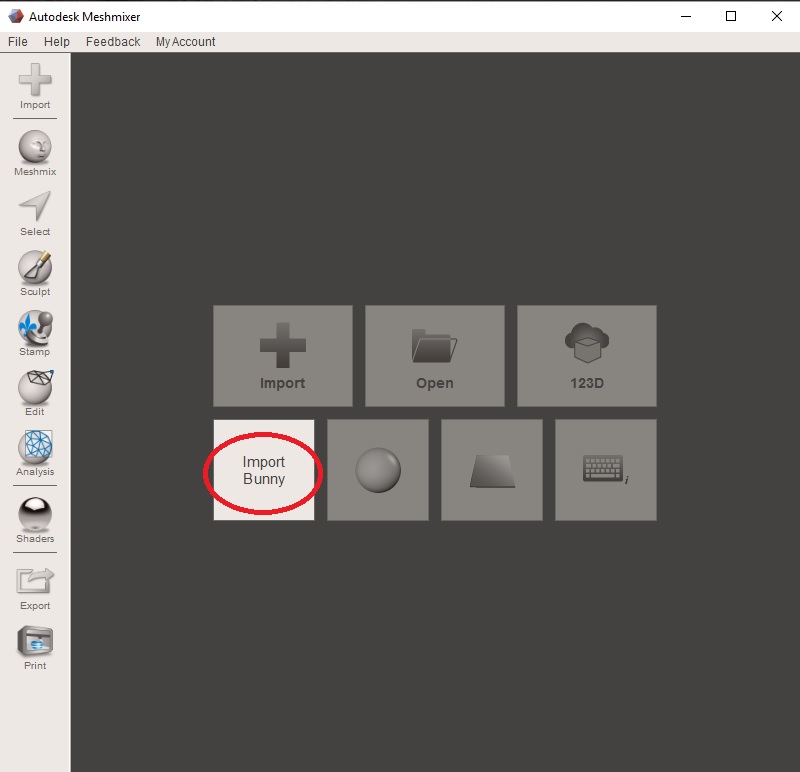
Une fois installé, lorsque que vous ouvrez le logiciel, l’interface de démarrage propose d’importer votre fichier 3D (.obj / .ply / .stl / .amf ou .mix) (fig.2). Pour l’exemple j’ai choisi l’importation du fichier de démonstration de Meshmixer « le lapin ».(fig.3)
fig.2
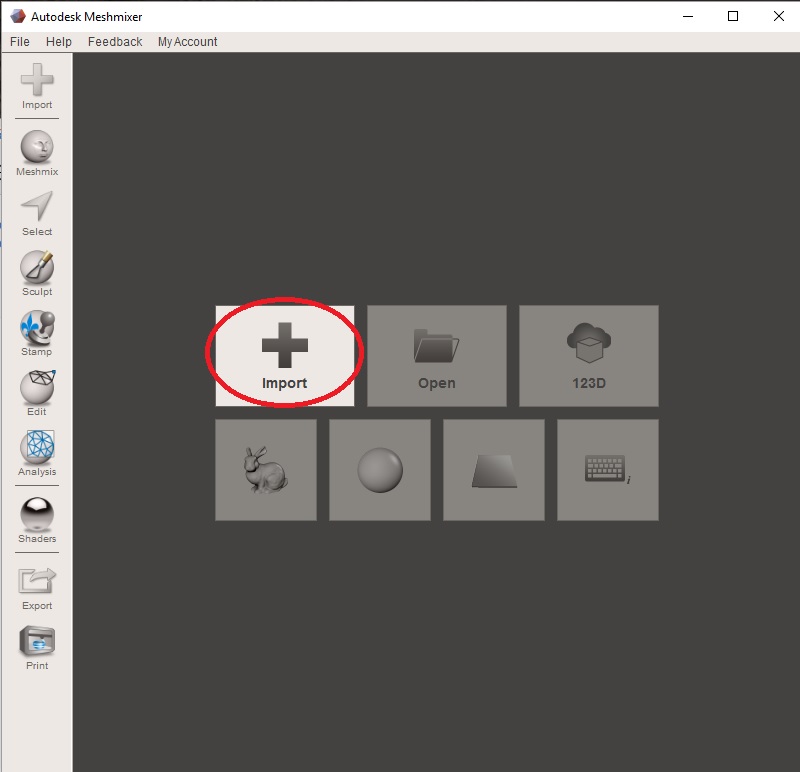
fig.3
L’application du style Voronoi se décompose en 2 parties la première qui consiste à définir la taille et la géométrie aléatoires des ‘ « alvéoles », qui seront créées par la suite en seconde partie..
Première étape:
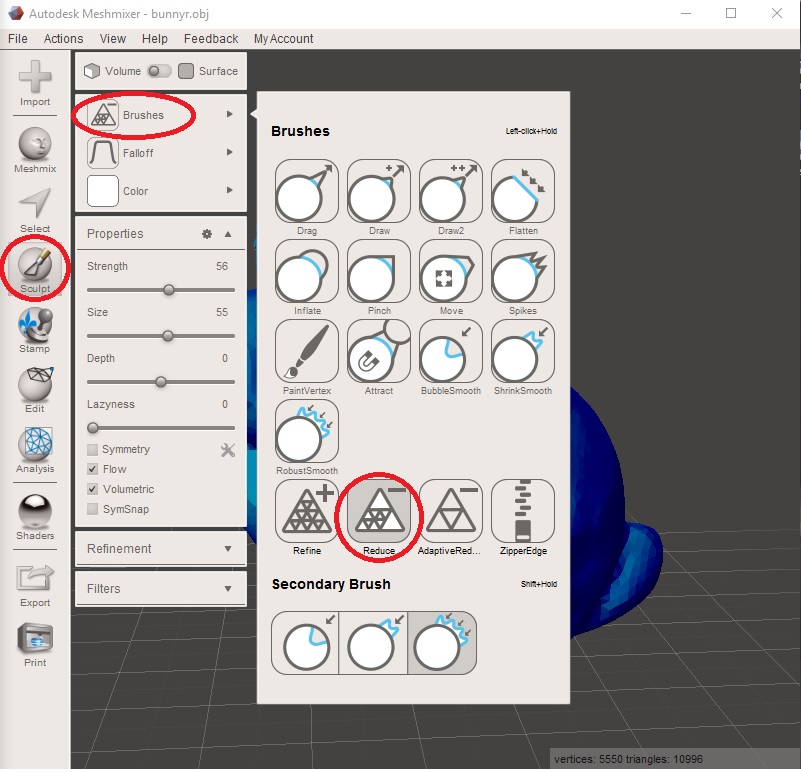
Pour ce faire nous allons utiliser le mode Sculpt, dans la barre d’outil à gauche, puis sélectionner Brushes / Reduce (fig.4).
fig.4
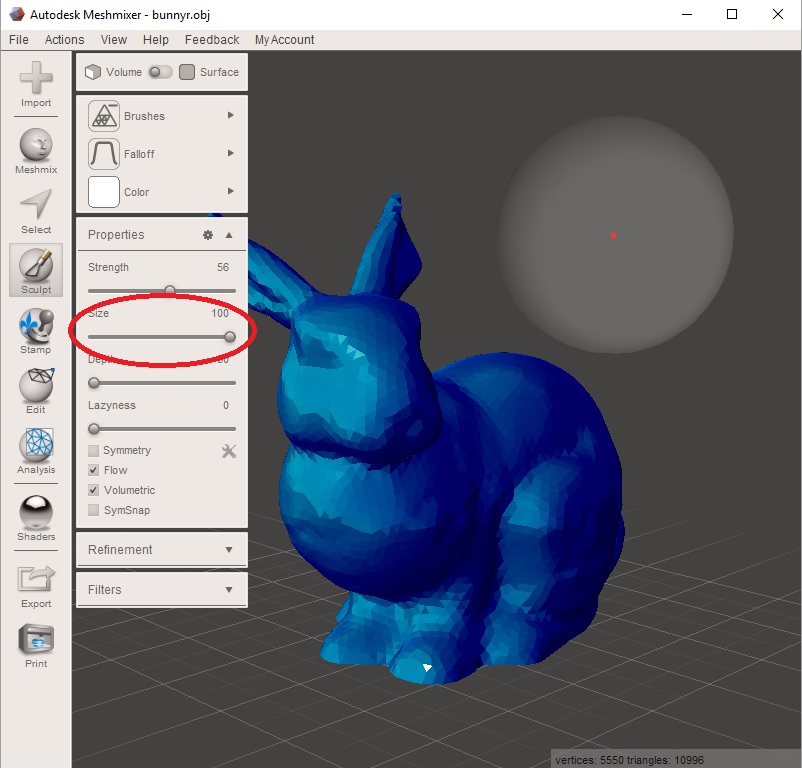
Une fois l’outil Reduce sélectionné vous allez devoir modifier sa dimension avec Size (fig.5), plus vous augmenterez cette valeur plus la taille des alvéoles sera importante, pour l’exemple j’ai choisi le maximum (100), cette valeur doit être ajustée en fonction de la dimension du fichier et de la taille des alvéoles souhaitée.
fig.5
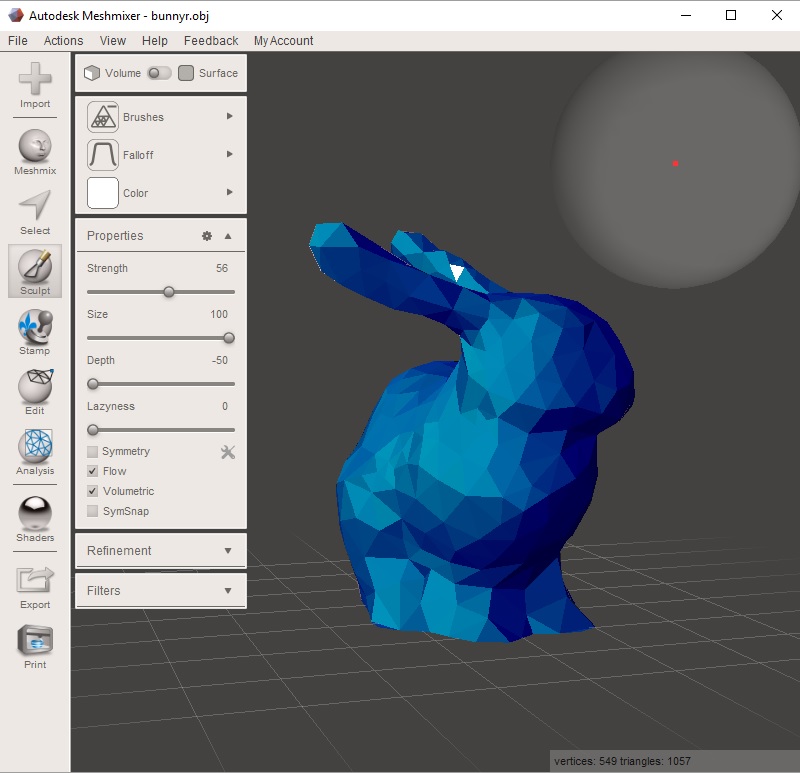
Puis en maintenant le clic gauche de votre souris vous allez balayer toutes les faces de l’objet en évitant d’en oublier ou de passer trop de fois au même endroit. Cette première étape permet d’obtenir un effet « low poly » (fig.6 & 7).
fig.6
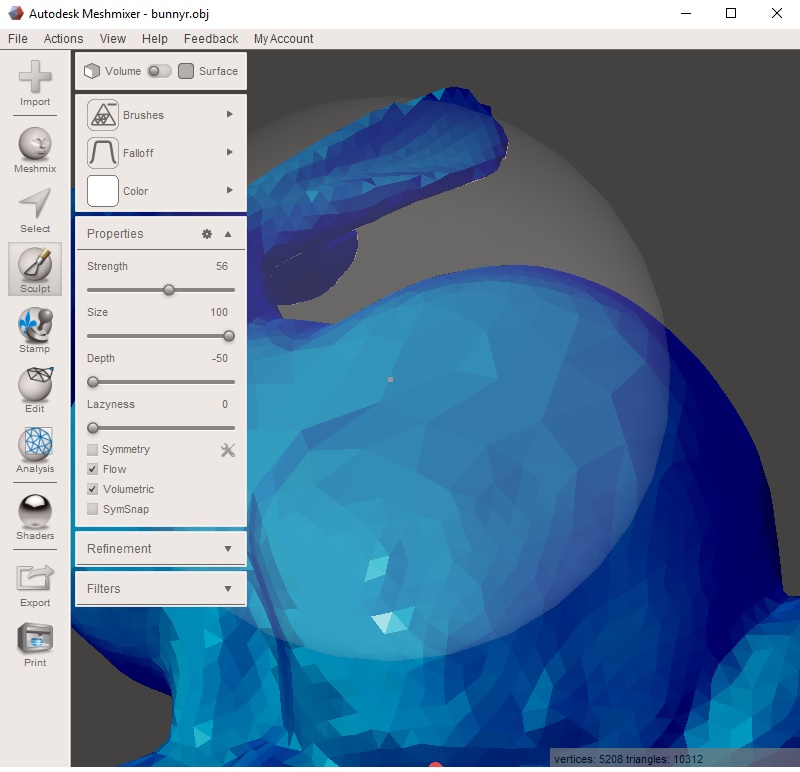
fig.7
Deuxième étape:
Pour finaliser la transformation du fichier nous allons changer d’outil et sélectionner Edit / Make Patern (fig.8). Une nouvelle barre d’outils Maker patern apparait à gauche (fig.9).
fig.8
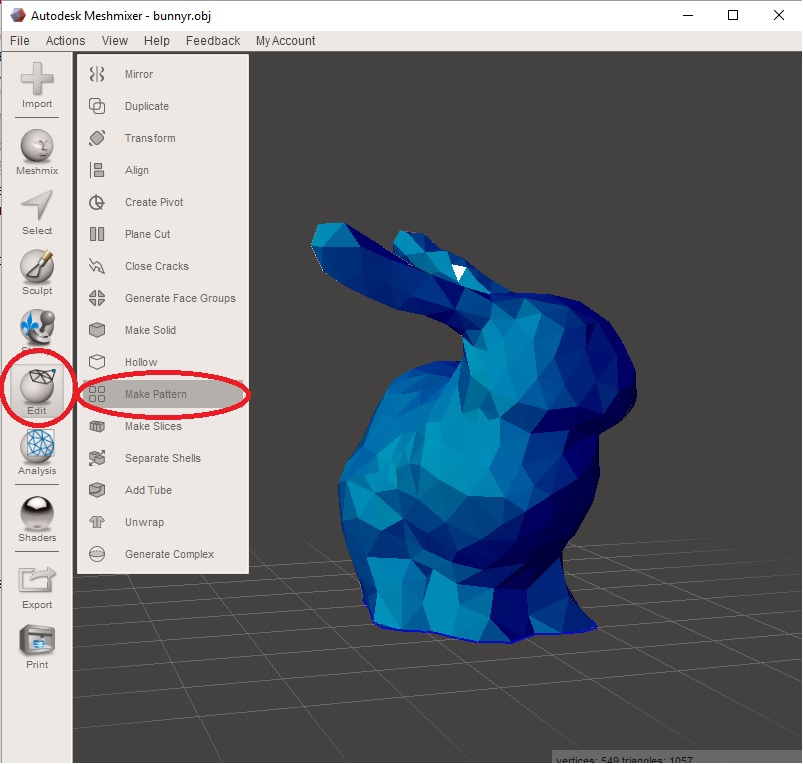
fig.9
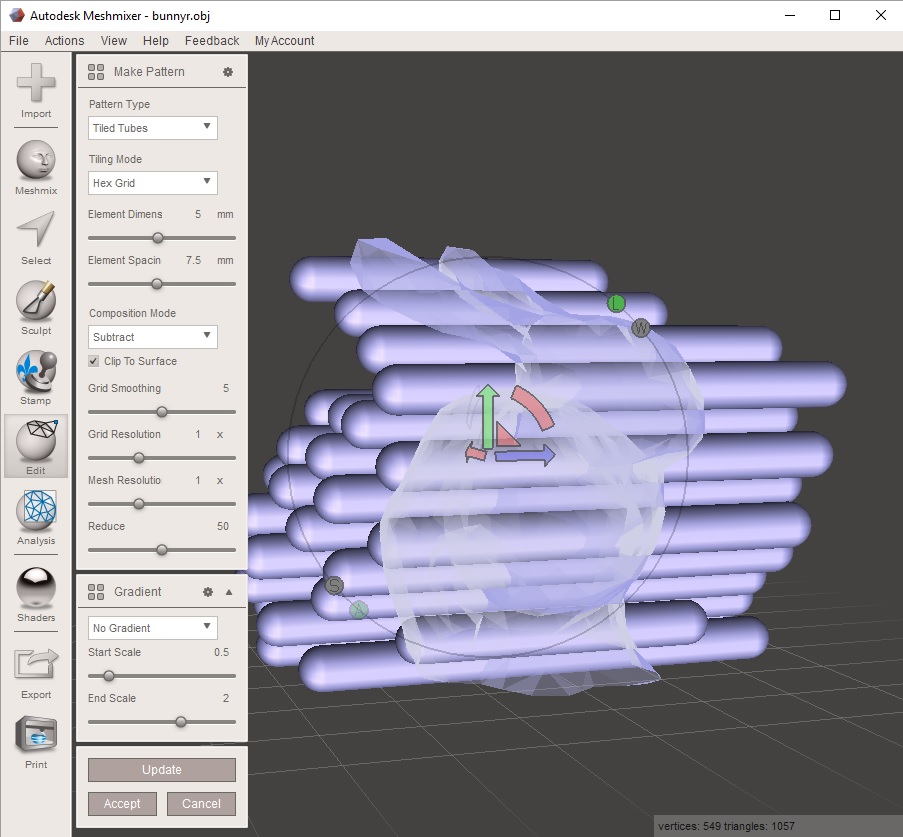
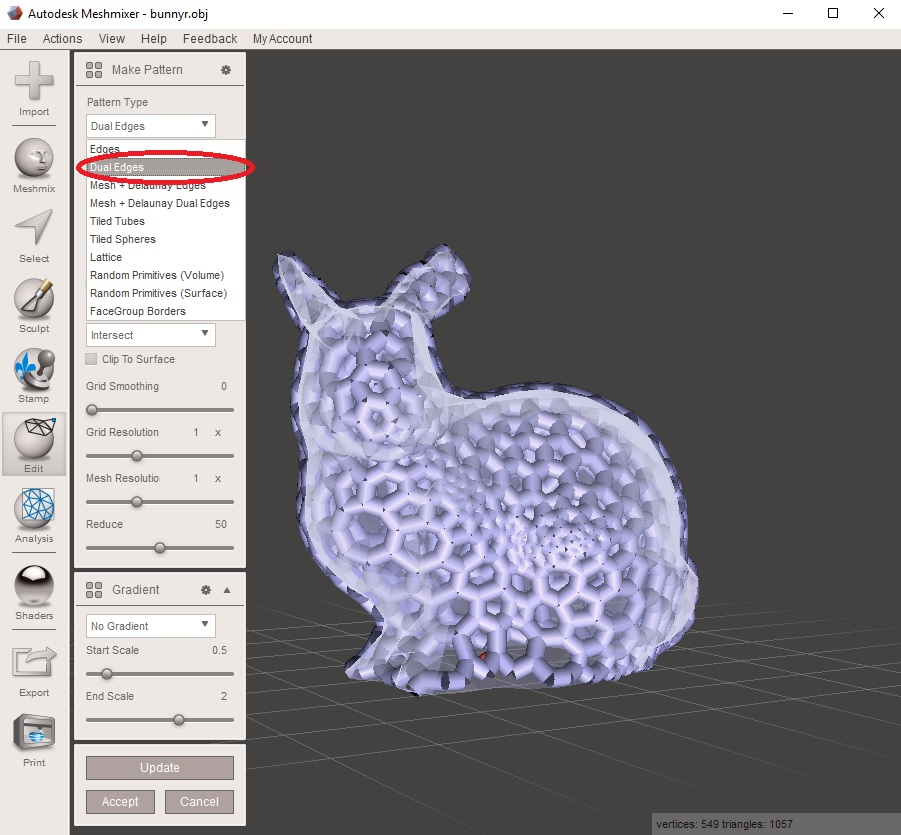
Sélectionnez dans le menu déroulant Patern type l’option Dual Edges (fig.10). Un premier aperçu Voronoi apparait.
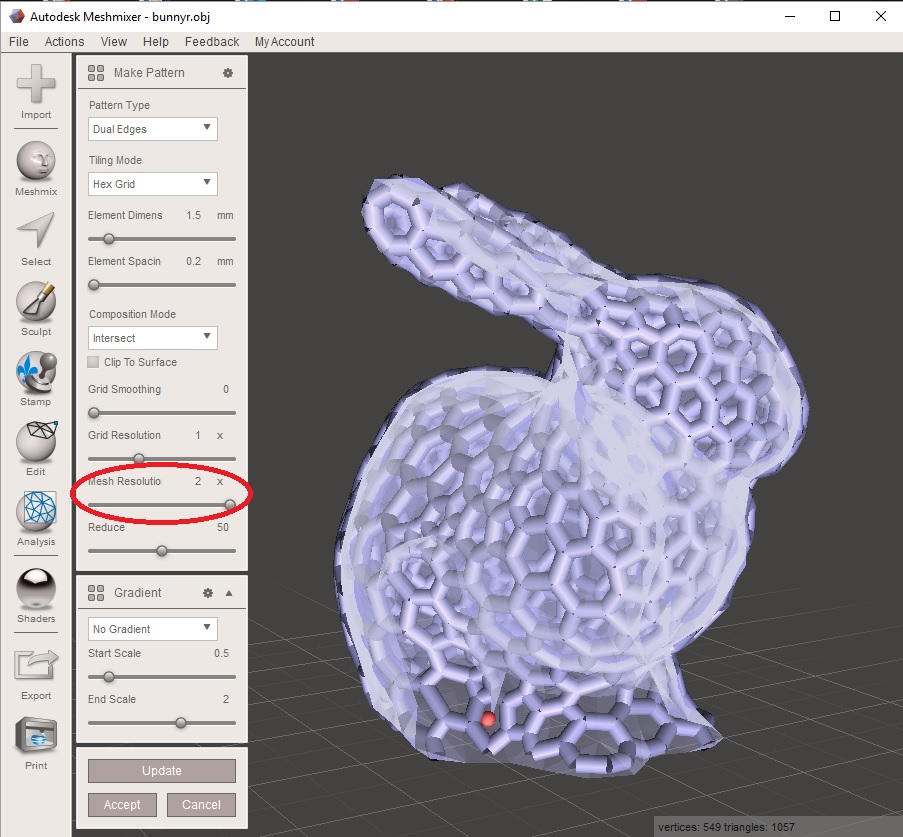
Afin d’optimiser le rendu final plusieurs réglages sont disponibles dans la barre d’outils Make patern. Les plus importants sont « Element Dimens » et « mesh resolutio ».
fig.10
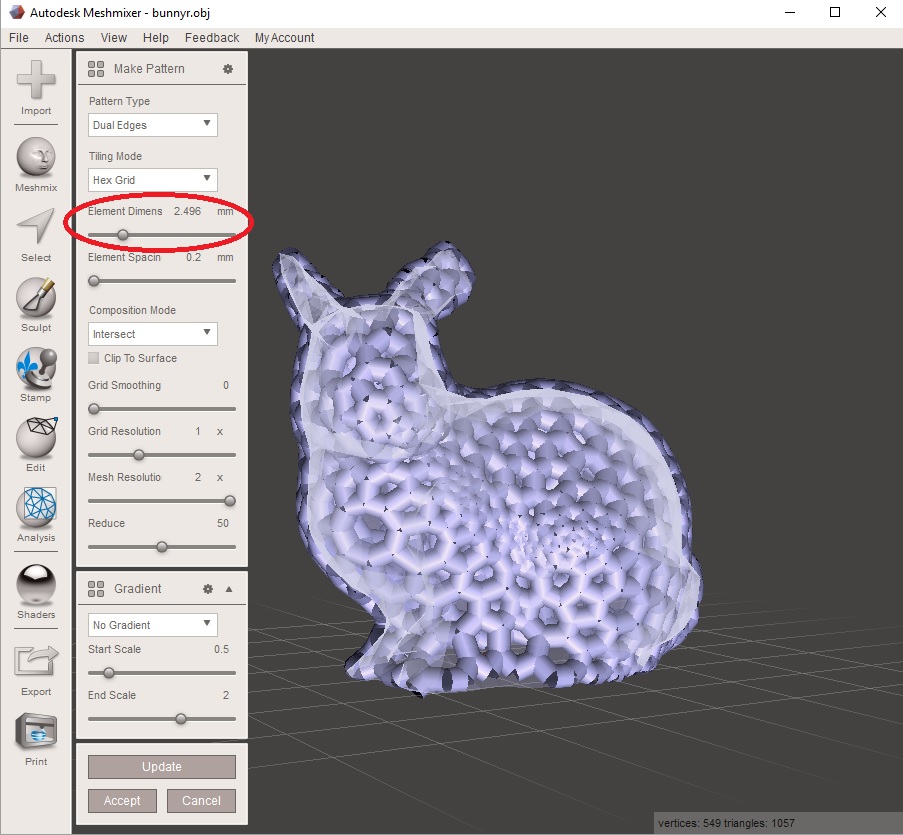
Le paramétre Element Dimens permet de réduire ou d’augmenter l’épaisseur des contours en faisant bouger le curseur (fig.11 & 12). Il faut garder un minimum d’épaisseur si le fichier est destiné à l’impression 3D. Pour ma part j’ai choisi 1.5 mm pour valeur.
fig.11
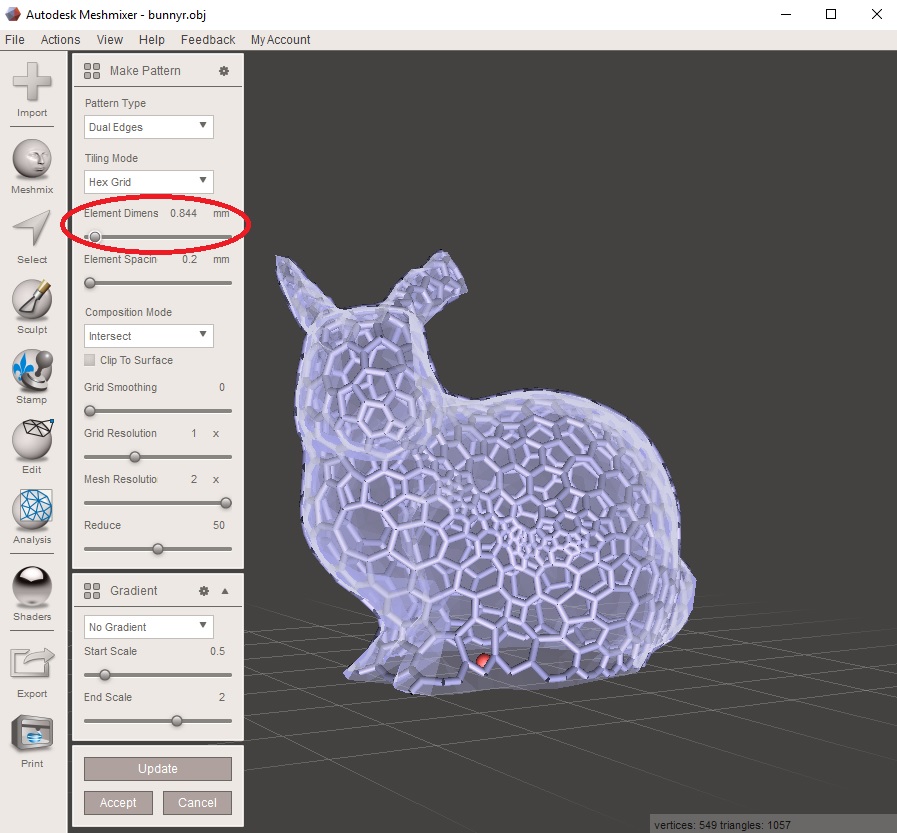
fig.12
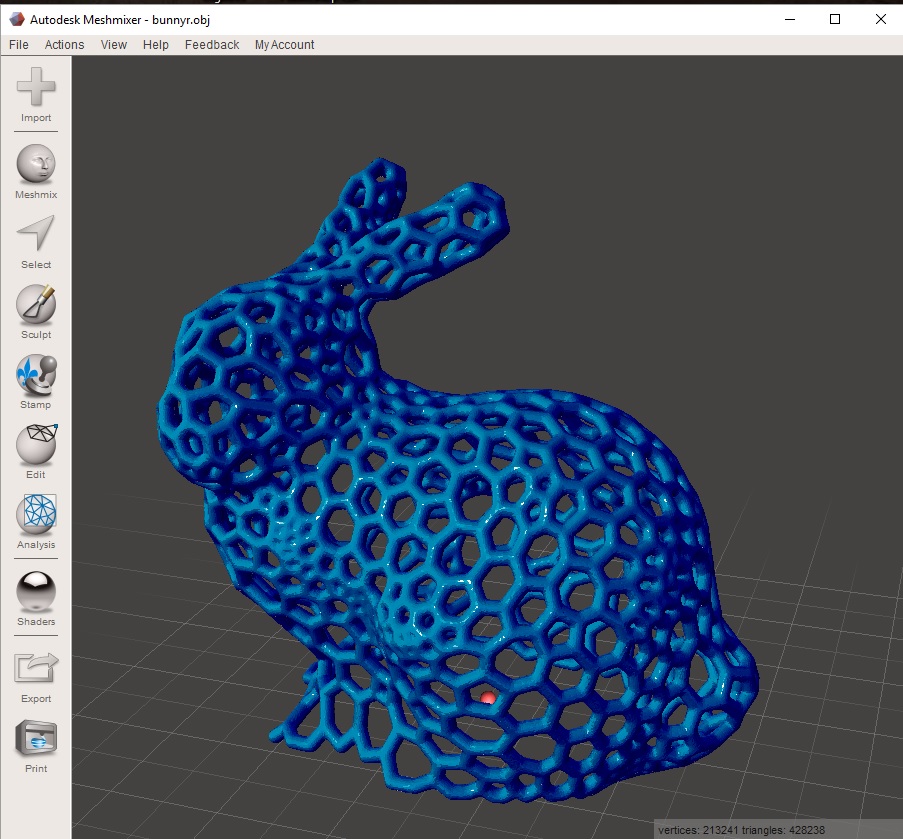
L’option mesh resolutio va simplement augmenter la résolution pour un rendu plus lisse (fig.13). Pour ce fichier je l’ai mis au maximum (2).
fig.13
Enfin valider en cliquant sur l’onglet « accept » une barre de progression s’affiche (fig.14). Selon le poids du fichier et la puissance de votre ordinateur le traitement de l’opération prendra quelques secondes ou quelques minutes.
fig.14
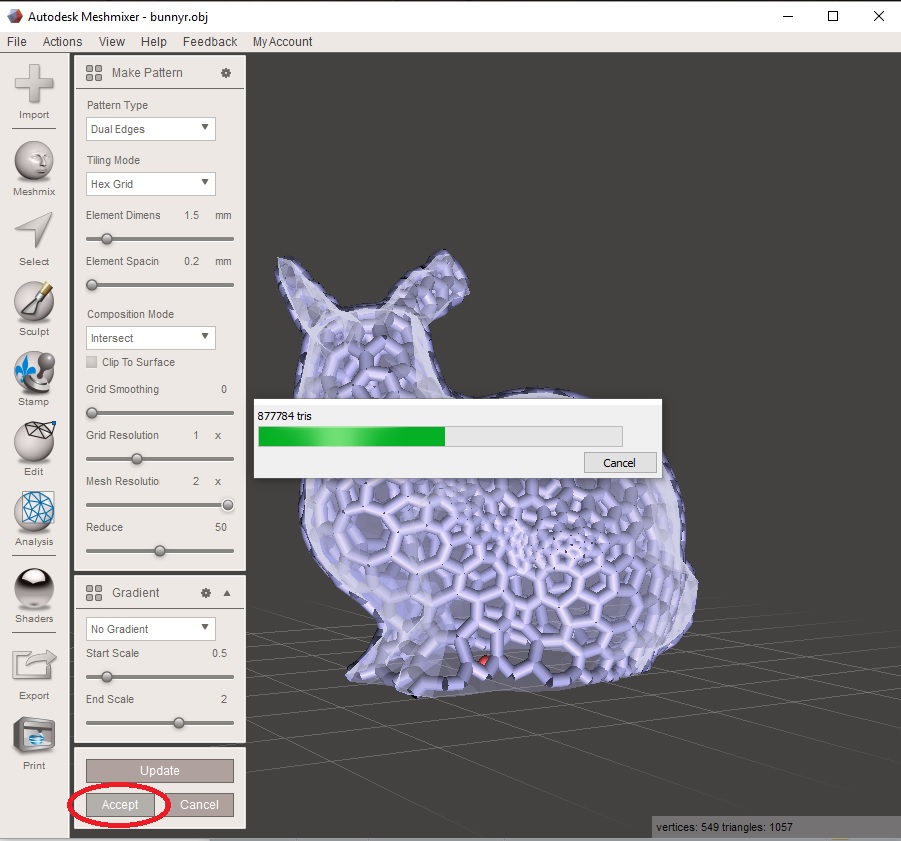
Il ne reste plus qu’à exporter votre fichier dans le format souhaité.
Final
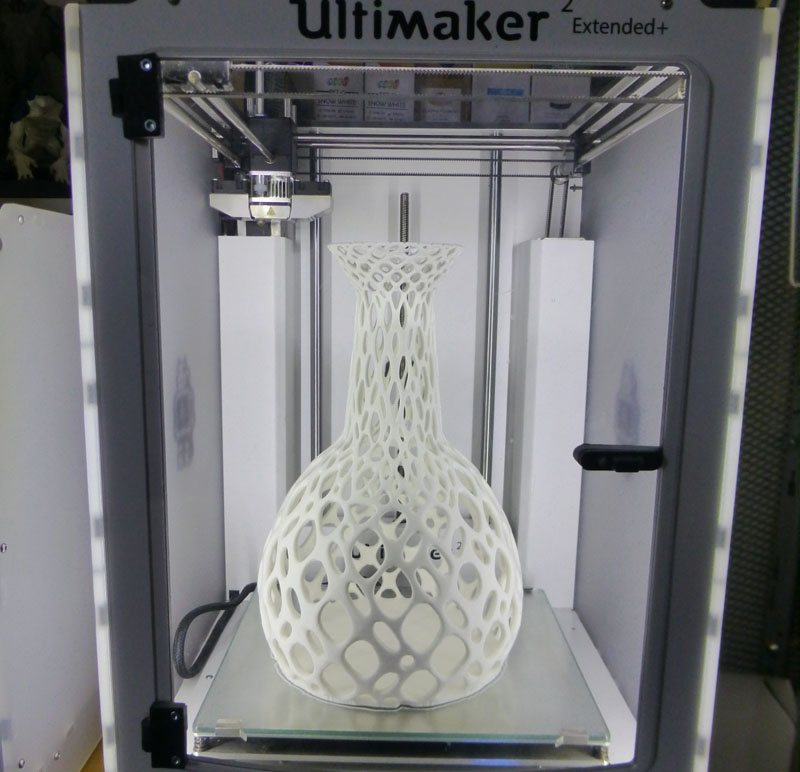
Impression 3D du fichier:
S’agissant de l’impression 3D (FDM) de fichiers type Voronoi certaines particularités sont à prendre en compte notamment la rétractation. En effet votre imprimante 3D va effectuer une succession de rétractations aléatoires et intensives tout au long de l’impression. Cela implique un réglage afin de limiter la stagnation de matière dans la buse qui risque provoquer des sous extrusion.
Il faut réduire cette rétractation et dans certains cas la désactiver complètement. La suppression de cette fonction produira des dépôts dans les alvéoles (fig.15) mais qui seront plus faciles à gérer en post traitement que de la sous extrusion (manque de matière).
Fig.15

En général il vaut mieux éviter les supports et privilégier une température d’extrusion basse, une ventilation élevée et une vitesse d’impression lente (entre 30 et 50 mm/s).
Services d’impression 3D
